La teinture et la finition des textiles constituent un processus complexe et systématique impliquant les matières premières, les produits semi-finis, le tissage, la teinture et la finition finale. Parmi ces processus, la filature, le tissage et la teinture, l'impression et la finition constituent trois secteurs relativement indépendants.
Principaux procédés de filage :
- Ouverture et nettoyage
- Cardage
- Ratissage
- Dessin
- itinérant
- Filature à anneaux
Principaux procédés de tissage :
- Enroulement
- Gauchissement
- Dimensionnement
- Dessiner
- Tissage
- Finition du tissu
Flux de travail de teinture et de finition :
Préparation du tissu → Piquage → Flambage → Dosage à froid → Désencollage, dégraissage, blanchiment → Mercerisage → Préréglage → Préparation de la pâte → Impression (écran plat ou rotatif) → Étuvage → Savonnage → Thermofixation → Traitement anti-rétrécissement → Calandrage → Contrôle final et emballage
Décomposition du processus
1. Le flambage
But: Élimine les peluches superficielles pour améliorer la douceur, la brillance et l'aspect du tissu. Cela évite les défauts de teinture et d'impression inégaux et améliore les performances anti-boulochage, notamment pour les fibres synthétiques. Le tissu devient plus propre et plus net au toucher.
Lot de compresses froides : Après le flambage, le tissu est refroidi et laissé au repos pendant plus de 20 heures.
2. Désencollage, décapage et blanchiment
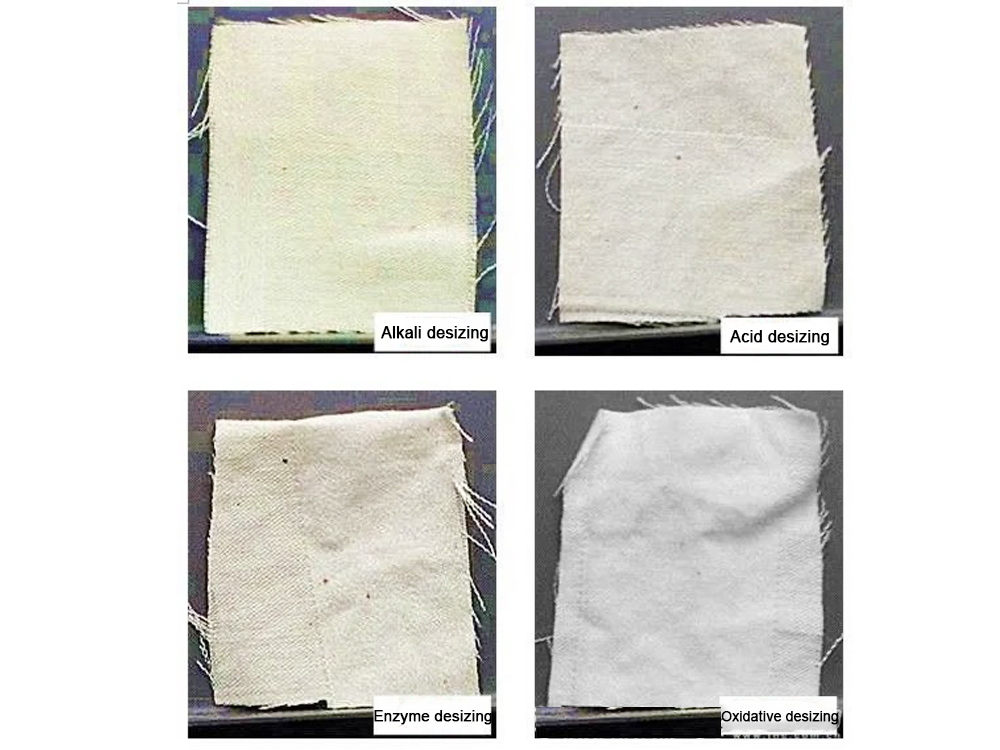
(1) Désencollage
But: Éliminez les agents d'encollage appliqués pendant le tissage pour améliorer l'absorption, réduire la consommation de produits chimiques et améliorer la qualité du produit final.
Méthodes :
-
Désencollage à l'eau chaude : Efficace pour les tissus encollés avec des matériaux hydrosolubles tels que l'alginate de sodium ou les dérivés de cellulose.
-
Désencollage alcalin : Convient aux tailles à base d'amidon, en utilisant une solution d'hydroxyde de sodium de 10 à 20 g/L à 60 à 80 °C pendant 6 à 12 heures.
-
Désencollage enzymatique : Utilise l'α-amylase pour hydrolyser l'amidon sans endommager les fibres ; rapide et efficace.
-
Désencollage oxydatif : Il s'agit de peroxyde d'hydrogène ou de perbromate de sodium ; efficace mais doit être contrôlé pour éviter d'endommager la cellulose.
 (2) Récurage
(2) Récurage But: Élimine les impuretés naturelles comme les pectines, les cires et les résidus de graines pour améliorer la mouillabilité et la blancheur.
(3) Blanchiment
But: Élimine les pigments naturels résiduels pour améliorer la brillance et préparer le tissu à la teinture ou à l'impression.
Agents courants : Hypochlorite de sodium, peroxyde d'hydrogène, chlorite de sodium.
3. Mercerisage
Processus: Le tissu gonfle de manière irréversible lorsqu'il est traité avec un alcali fort, transformant la cellulose I en cellulose II.
Facteurs clés :
- Concentration de soude caustique
- Température
- Durée du traitement
- Tension appliquée au tissu
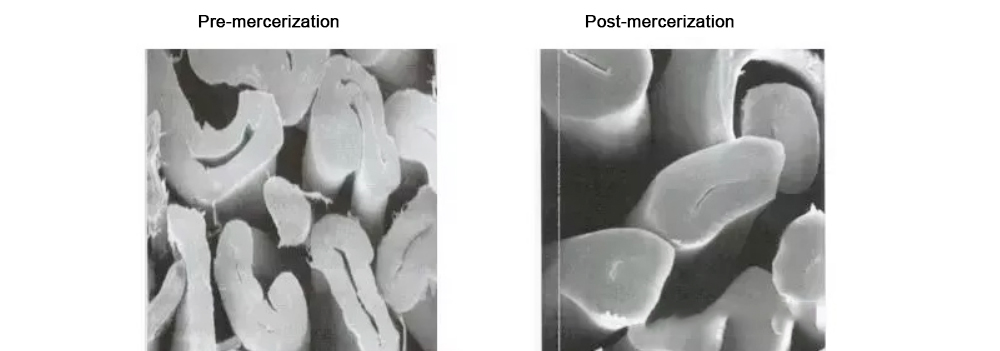
Avantages:
- Stabilité dimensionnelle améliorée et retrait réduit
- Augmentation de l'absorption et de la capacité d'absorption des colorants
- Lustre amélioré
- Propriétés mécaniques modifiées (par exemple, résistance à la traction réduite)
Types :
- Mercerisage à sec : Effectué à température ambiante sur tissu sec. Résultats stables, mais énergivore.
- Mercerisage humide : Effectué sur tissu humide ; permet d'économiser de l'énergie et d'améliorer l'uniformité mais nécessite un contrôle précis de l'humidité.
- Mercerisage caustique à chaud : Meilleure pénétration et absorption uniforme des alcalis, utilisé pour les tissus plus lourds.
4. Préréglage (réglage de préchauffage)
But: Stabilise thermiquement la structure du tissu, élimine les plis et améliore la stabilité dimensionnelle et la douceur de la surface.
Conditions critiques :
- Température (le plus important)
- Durée du traitement
- Tension appliquée
- Utilisation d'agents gonflants
Note: Les nuances sensibles (par exemple, le gris, le vert armée, le kaki) peuvent changer de couleur sous l'effet de la chaleur et doivent être surveillées après la pose.
5. Teinture
Étapes de base : Adsorption de colorant → Diffusion → Fixation
Types de colorants courants :
| Type de colorant |
Fibres appropriées |
Avantages |
Inconvénients |
| Colorants directs |
Coton, lin, soie, laine |
Application simple, faible coût |
Mauvaise résistance au lavage et à la lumière |
| Colorants réactifs |
Coton, lin, soie, laine |
Excellente résistance au lavage |
Résistance modérée à l'humidité et aux acides |
| Colorants au soufre |
Fibres de cellulose |
Bonne résistance au lavage et au soleil |
Faible résistance au frottement, variation de teinte |
| Colorants dispersés |
Polyester, nylon, acétate |
Cycle court, bonne luminosité |
Sensible à l'hydrolyse alcaline |
| Colorants cationiques |
Acrylique, polyester cationique |
Des nuances vives, une forte intensité |
Profondeur limitée |
| Colorants de cuve |
Coton et autres celluloses |
Excellente solidité globale |
Cher, certaines couleurs s'abîment sous la lumière |
Méthodes de teinture :
- Teinture du fil : Teinture en écheveaux, teinture en paquets, teinture en ensouple
- Teinture des tissus : Teinture sur corde, teinture au gabarit, teinture au tampon, teinture en continu
Facteurs clés :
- Temps : Suffisant pour la diffusion et la fixation
- Température : Affecte le gonflement des fibres, la solubilité du colorant, la vitesse et la profondeur de la teinture
- pH : impacte le comportement du colorant et la précision de la teinte
- Rapport de liqueur : poids du tissu par rapport au volume d'eau
- Concentration de colorant : Mesurée en g/L, affecte l'intensité et l'uniformité
- Auxiliaires et qualité de l'eau : essentiels pour obtenir des résultats reproductibles

Solidité des couleurs : Les grades vont de 1 à 5, 5 étant le meilleur. Les exigences de solidité varient selon l'application (par exemple, vêtements, textiles de maison, etc.).
Sources lumineuses standard :
- D65 : Lumière du jour internationale (la plus utilisée)
- TL84 : Éclairage fluorescent pour magasin (Europe/Japon)
- CWF : Fluorescent blanc froid (vente au détail/bureau aux États-Unis)
- UV : Pour les azurants optiques et la détection fluorescente
- A : Lumière de coucher de soleil simulée, référence uniquement
6. Vapeur et savonnage
Vapeur : Utilisé après l'impression (sauf pour les colorants à glace et les colorants de cuve solubles). La vapeur favorise l'absorption de l'humidité, la fixation du colorant et sa pénétration dans la fibre.
Savonnage : Étape cruciale après le traitement à la vapeur. Élimine les colorants non fixés, prévient le redéposition et améliore la tenue des couleurs grâce aux actions dispersantes, chélatantes et suspendantes des agents de savonnage.
7. Finition anti-rétrécissement (sanforisation)
But: Réduit mécaniquement le rétrécissement du tissu causé par la tension interne lors du traitement humide. Contribue à stabiliser la largeur du tissu et à améliorer la précision dimensionnelle.
8. Calandrage, calandrage électrique et gaufrage
Calandrage : Utilise la chaleur et la pression pour aplatir la surface du tissu ou créer de fines lignes diagonales.
- Calandrage à plat : Rouleaux durs et souples, pour une sensation douce et nette au toucher.
- Calandrage doux : Deux rouleaux souples donnent un toucher plus doux et une brillance plus douce.
Calandrage électrique : Utilise des rouleaux chauffants pour améliorer la brillance.
Gaufrage : Des rouleaux en métal gravés pressent les motifs dans le tissu sous l'effet de la chaleur et de la pression pour obtenir des effets décoratifs.
Note: Selon le type de tissu, des procédés supplémentaires tels que le sueding, le grattage, le cisaillement, le levage ou l'assouplissement peuvent également être appliqués.
9. Inspection finale et emballage
Critères d'inspection :
- Nuance de couleur
- Largeur du tissu
- Sensation de la main
- Épaisseur
- Courbure/inclinaison
- Défauts de teinture et de tissage
L'inspection est généralement effectuée manuellement avant le pliage et l'emballage final.









